English
English 中文简体
中文简体 русский
русский Español
Español
A производитель пластиковых литьевых форм разрабатывает и производит инструменты для производства пластиковых компонентов для различных отраслей промышленности, от автомобилестроения и бытовой электроники до бытовой техники, упаковки и медицинского оборудования. Конечный пользователь никогда не видит саму форму, но почти каждая пластиковая деталь, используемая сегодня, прошла через нее во время производства. Качество этой формы определяет качество, стабильность и стоимость каждой детали, которая из нее выходит, что делает работу изготовителя форм основополагающим элементом в цепочке поставок.
Основная ответственность производителя пластиковых форм для литья под давлением — это преобразование конструкции продукта в физический инструмент, который может повторно производить эту конструкцию с заданными допусками и в заданных объемах. Этот процесс начинается с понимания геометрии детали, материала, из которого будет отлита форма, целевого объема производства и любых функциональных или эстетических требований, которым должна соответствовать готовая деталь. Простую геометрическую форму можно легко слепить. Сложная деталь с тонкими стенками, подрезами, жесткими допусками и несколькими цветами материалов требует значительно более сложной конструкции инструментов.
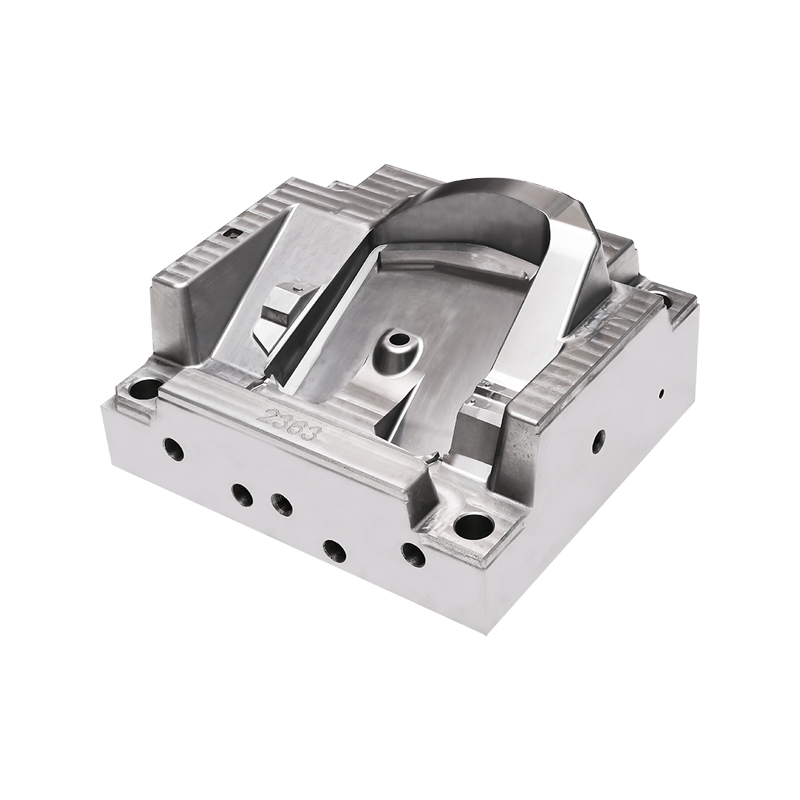
Проектирование полостей — это то, где происходит настоящая инженерия. Полость — это отрицательное пространство внутри формы, определяющее форму отлитой детали. Его проектирование включает в себя решения о расположении ворот — там, где материал попадает в полость, — компоновке системы направляющих, которая распределяет пластик от литьевой машины в полость, размещении линии охлаждения, которая ускоряет затвердевание, и конструкции механизма выталкивания, который удаляет готовую деталь, не повреждая ее. Этот выбор конструкции влияет на время цикла, качество детали, долговечность пресс-формы и легкость, с которой готовая деталь может быть обработана в дальнейшем.
Выбор стали для изготовления форм отражает ожидаемый объем производства и агрессивность формуемого материала. Ключевые параметры включают в себя:
- Предварительно закаленная сталь P20: Широко используется для производства прототипов и малых и средних объемов; машин легко и предлагает хороший баланс между стоимостью и производительностью
- Сталь для горячей обработки H13: Подходит для крупносерийного производства и материалов, которые выделяют больше тепла во время обработки; лучшая износостойкость, чем у P20 при более высокой твердости
- Нержавеющая сталь (S136/420): Указывается, когда требуется коррозионная стойкость или при формовании химически агрессивных материалов; также используется там, где предъявляются высокие требования к качеству поверхности
- Варианты инструментальной стали (A2, D2): Используется в специализированных приложениях, где необходимы особые характеристики износа или стабильности размеров.
Конструкция системы охлаждения имеет решающее значение для производительности пресс-формы и времени цикла. Тепло, выделяющееся во время литья пластмассы, необходимо быстро удалять, чтобы деталь затвердела и была выброшена без деформации. Линии охлаждения, просверленные в форме, обеспечивают путь для циркуляции охлаждающей воды или масла. Расположение, диаметр и схема этих линий влияют на равномерность охлаждения формы, что, в свою очередь, влияет на размерность детали и качество поверхности. Улучшенная конструкция системы охлаждения сокращает время цикла, что снижает стоимость детали на протяжении всего срока службы пресс-формы.
Качество поверхности внутри полости влияет на качество поверхности формованных деталей. Шероховатая поверхность полости дает шероховатую поверхность детали. Достижение определенного качества поверхности требует последовательной полировки с использованием все более мелких сортов абразива — трудоемкий процесс, который увеличивает стоимость пресс-формы, но он необходим, когда спецификация детали требует гладкой или эстетически изысканной поверхности.
Поток материала внутри полости во время инъекции определяет, насколько равномерно пластик заполняет пластиковая литьевая форма , где образуются линии сварки (где встречаются отдельные фронты потока и могут создавать слабые места), и соответствует ли качество детали техническим характеристикам. Программное обеспечение для моделирования позволяет производителям пресс-форм анализировать эти факторы до того, как будет изготовлена физическая форма, выявляя потенциальные проблемы на этапе проектирования, а не обнаруживая их во время производства.