English
English 中文简体
中文简体 русский
русский Español
Español
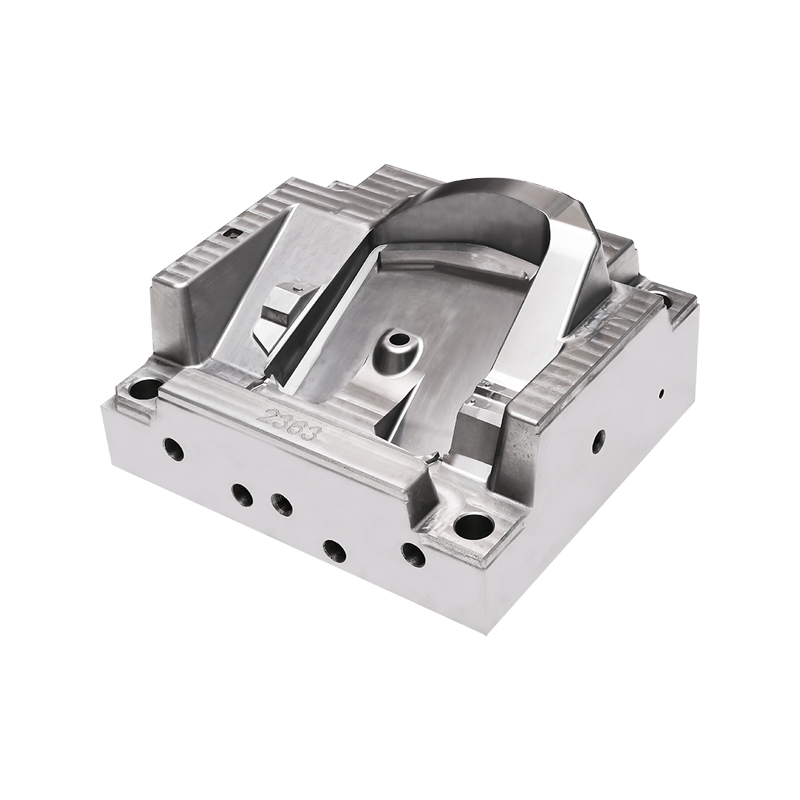
А БМК-форма представляет собой инструмент для сжатия или впрыска, используемый для формования объемного формовочного компаунда — термореактивного композита, изготовленного из рубленого стекловолокна, смолы, наполнителей и различных добавок — в готовые детали. Соединение течет под воздействием тепла и давления, заполняет полость, затвердевает на месте и выбрасывается в виде жесткого, стабильного по размерам компонента. Такое описание звучит почти механически, но инженерные решения, необходимые для его правильного выполнения, совсем не просты.
Отправной точкой всегда является геометрия детали. BMC течет иначе, чем термопласты. Он толще, имеет армирование волокнами, которые могут ориентироваться под потоком, и не терпит острых углов или резких изменений толщины стенок, как это делают некоторые другие материалы. Полость пресс-формы BMC должна быть спроектирована с учетом этих характеристик с самого начала, а не адаптирована к ним после отбора проб. Углы уклона должны быть достаточно большими, чтобы обеспечить чистый выброс без разрывов поверхности. Толщина стенок должна оставаться как можно более однородной, чтобы предотвратить разную скорость отверждения, приводящую к короблению или концентрации внутренних напряжений.
Качество поверхности внутри полости формы BMC влияет не только на внешний вид. Полированная поверхность уменьшает прилипание и обеспечивает более чистое высвобождение, что важно, когда детали имеют сложную геометрию или тонкие стенки, которые могут порваться во время выброса. Текстура, с другой стороны, иногда применяется намеренно — для маскировки незначительных изменений поверхности отлитой детали или для удовлетворения особых эстетических требований к компонентам, ориентированным на потребителя.
Расположение ворот и вентиляция — две детали, которые недооценивали в ранних обзорах дизайна. От того, где материал попадает в полость, зависит, как он течет, куда ориентируется армирующее волокно и где образуются линии сварки, если встречаются несколько фронтов потока. В конструктивных деталях линии сварных швов являются слабыми местами — их необходимо размещать там, где концентрация напряжений низкая, что иногда противоречит положению литника, которое легче всего обработать или обрезать. Между тем, вентиляция должна позволять перемещенному воздуху и летучим веществам выходить во время цикла отверждения, не оставляя следов ожогов или коротких выбросов. Пресс-форма BMC с недостаточной вентиляцией производит отходы со скоростью, которая постоянно растет, и это затрудняет диагностику, поскольку симптомы могут выглядеть как проблемы с материалом или процессом, а не с инструментами.
Размещение выталкивателя следует аналогичной логике. Штифты должны быть расположены так, чтобы они могли вытолкнуть деталь, не оставляя видимых следов на выставочных поверхностях, и где местная геометрия может выдержать силу выталкивания без трещин и деформации. Для деталей с глубокими ребрами или выступами выталкиватели гильз или лезвий иногда работают лучше, чем круглые штифты, но они усложняют основу формы и требуют более тщательного выравнивания. Это именно те компромиссы, над которыми опытные проектировщики пресс-форм работают на ранних этапах, поскольку модернизация систем выброса после изготовления инструмента является дорогостоящей и часто неточной.
Что делает БМК-форма По-настоящему интересным и по-настоящему требовательным в инженерном деле является то, что ни одна из этих переменных не работает независимо. Изменение местоположения затвора влияет на поток и ориентацию волокна. Изменение толщины стенки меняет время отверждения и требования к силе выталкивания. Твердость стали влияет на качество полировки, что влияет на поведение при разделении. Чтобы правильно выбрать инструмент BMC, необходимо одновременно учитывать все эти взаимосвязи, поэтому опытных производителей инструментов в этой области стоит искать до того, как проект будет завершен, а не после того, как набор образцов окажется неверным.